山西定制加强型硫化机厂家
发布时间:2023-11-03 00:40:34
山西定制加强型硫化机厂家
冲压过程中,一旦模具合模得不灵活,甚至卡死,就是须立即停止生产,找出卡模原因,排除故障。否则将会扩大故障,导致模具损坏。引起卡模的主要原因是有:模具导向倾斜。或模板间有异物,使模板无法平贴;模具强度设计不够或是受力不均。造成模具变形,例如模座、模板的硬度、厚度设计太小,容易是受外力撞击变形;模具位置是安装不准,上下模的定位误差超差。或压力机的精度太差,使模具产生干涉;冲头的强度不够、大小冲头位置太近,使模具的侧向力不平衡。这时应提高冲头强度,增强卸料板的引导保护。硫化机模具损坏和维修冲压生产的模具费用高.通常模具费占制件总成本的1/5-1/4。这是因为除模具制造难度大、成本高外。投入生产后的模具 修理和刃磨维护费用也高,而模具的原始造价仅占整个模具费用的4成左右。因此,及时维修模具,防止模具损坏,可以大大降低冲压生产的模具费用。

山西定制加强型硫化机厂家
热板的温度控制:合上旋转按钮SA1,平板开始加热,当平板的温度达到预先设定值时,自动停止加热。当温度低于设定值时平板自动加热,保持温度始终在设定值。动作的控制:按电机启动按钮SB2,交流接触器得电,油泵工作,当液压力达到调定值是交流接触器断开,开始自动纪录硫化时间,当压力下降油泵电机启动自动补压,达到设定硫化时间,讯响器鸣叫,告知硫化时间已到,可以开模,按动讯响停止按钮,搬动手动操作阀,使平板下降,可进行下一循环。电气系统:主机和控制箱是要有可靠的接地;各接点必须夹紧,定期检查是否是有松动现象。保持了电器元件仪表清洁,各仪表是不可撞击或敲打。发现故障应是立即停机检修。注意事项操作压力不可超过额定的压力(14.5MPa)。模具尺寸应是大于φ150mm。停止是使用时应切断总电源。运行是时立柱螺母须保持拧紧状态,并是定期检查是否有松动。空车试机时,必须是在平板内放入60mm厚的垫板。

山西定制加强型硫化机厂家
胶带硫化机是平时生活中比较多见的硫化机设备。在其使用过程中一定要注意胶带硫化机温度影响,必要时候要进行硫化机温度测试实验。硫化机的温度过高不仅会对机器本身有不好的影响,更重要的是对被硫化的物料有大的影响,那么正是因为温度过高会对各方面都造成影响,在生产硫化机的过程中会进行很多方面的实验。其中有一项硫化机的测温实验叫做接触式测温实验,是为了判断硫化机工作中所能承受的温度过高对元件造成的影响。热电偶是目前应用的比较广泛的测温元件,它与显示仪表配套使用,组成热电偶温度计,热电偶测温有以下主要优点: 测量的范围比较广,测量的精度高,并有较高的温度灵敏度。热电偶输出为电动势信号便于远传测量和记录一般不必外加电源。热电偶可以做成各种形式,这样可适用于各种测量要求的对象.如快速,小尺寸,点温测量等。
山西定制加强型硫化机厂家
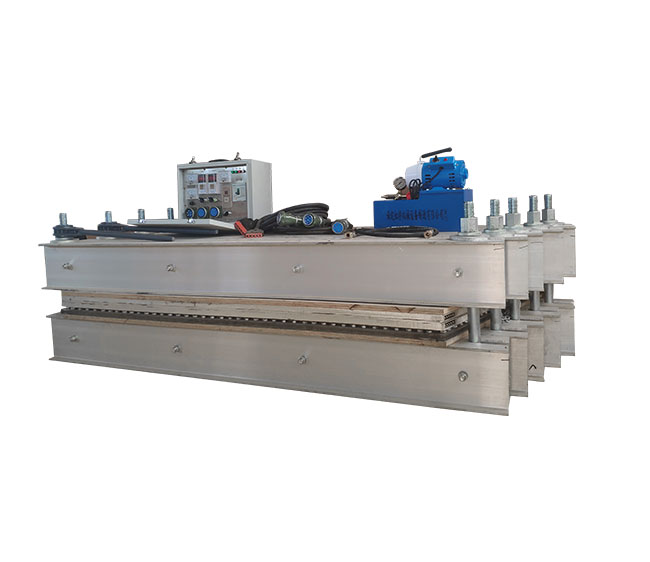
将单根下机形式摆好; 先将压力装置(水压板)放在已摆放好的下架机上面;再将下电热板放在其上。三者对齐后,在下电热板上面铺满塑料薄膜。注意:多台硫化机并列工作时,在下电热板接缝处垫以0.2x50x接缝长的薄金属板。将已加工好和处理好,并已填好胶料的胶带接头放置在下热板上面;找准中心线后,对胶带两边用夹垫板和夹紧机构固定。在胶带接头上面。与下电热板对应的位置,铺满塑料薄膜,然后按顺序在其上放置上电热板和隔热板。注意:多台硫化机并列工作时,在下电热板接缝处垫以0.2x50x接缝长的薄金属板。将上机架摆放在隔热板上,并与下机架找正、对齐。将预紧螺栓、垫圈和螺母安装在上、下机架两端长形孔内,并用扳手拧紧螺母。此时硫化机主体部分安装完毕。
山西定制加强型硫化机厂家
将单根下机形式摆好;先将压力装置(水压板)放在已摆放好的下架机上面;再将下电热板放在其上。三者对齐后,在下电热板上面铺满塑料薄膜或撒满滑石粉。注意:多台硫化机并列工作时,在下电热板接缝处垫以0.2x50x接缝长的薄金属板。将已加工好和处理好,并已填好胶料的胶带接头放置在下热板上面;找准中心线后,对胶带两边用夹垫板和夹紧机构固定。在胶带接头上面。与下电热板对应的位置,铺满塑料薄膜或撒滑石粉,然后按顺序在其上放置上电热板和隔热板。注意:多台硫化机并列工作时,在下电热板接缝处垫以0.2x50x接缝长的薄金属板。将上机架摆放在隔热板上,并与下机架找正、对齐。将预紧螺栓、垫圈和螺母安装在上、下机架两端长形孔内,并用扳手拧紧螺母。此时硫化机主体部分安装完毕。将加压泵系统的快速接头与压力装置进水孔相接,将一次电源导线相应地插在电热控制箱的插座上,二次导线的一端插在电热控制箱的插座上,另一端插在电热板上;将热电阻导线的相应地插在电热控制箱的插座上,另一端插入电热板的测温孔内。这时硫化安装全部完毕,准备加压、加热的定时操作。

山西定制加强型硫化机厂家
模具的面积必须小于平板的面积,但也不能太小。模具放入平板上以后,应尽量保持在中心位置,使硫化机处于正载下工作,避免出现偏载。 这是因为当模具放在平板中心时,由液压缸产生的压力就均匀的分布在硫化机的各对称点上,此时机架本身形成一个封闭的力系,即产生的作用力全部由硫化机本身所承受,并不全作用在地基上,同时各部件的变形也是对称的。如果模具放偏,硫化机就会受一偏载荷,这是硫化机本身各部件受力不均运,变形也不均匀,并会产生一附加力偶,使作用硫化机立柱变形不一致。造成模具一边飞边增大,一边缩小,使制品产生厚度误差,同时使机台局部受力复杂,甚至超载损坏,特别是对柱塞荷密封圈的作用力增加,减少使用寿命,所以从操作上来讲是不允许的,因此在使用多模硫化时,应注意模具的厚度一致及模具的布置,以防压偏或部分模具失压。同时放几付模具时,应使模具厚度一致,并应尽量放置对称。