福建生产价格
发布时间:2023-10-26 00:40:45
福建生产价格
冲压过程中,一旦模具合模得不灵活,甚至卡死,就是须立即停止生产,找出卡模原因,排除故障。否则将会扩大故障,导致模具损坏。引起卡模的主要原因是有:模具导向倾斜。或模板间有异物,使模板无法平贴;模具强度设计不够或是受力不均。造成模具变形,例如模座、模板的硬度、厚度设计太小,容易是受外力撞击变形;模具位置是安装不准,上下模的定位误差超差。或压力机的精度太差,使模具产生干涉;冲头的强度不够、大小冲头位置太近,使模具的侧向力不平衡。这时应提高冲头强度,增强卸料板的引导保护。硫化机模具损坏和维修冲压生产的模具费用高.通常模具费占制件总成本的1/5-1/4。这是因为除模具制造难度大、成本高外。投入生产后的模具 修理和刃磨维护费用也高,而模具的原始造价仅占整个模具费用的4成左右。因此,及时维修模具,防止模具损坏,可以大大降低冲压生产的模具费用。

福建生产价格
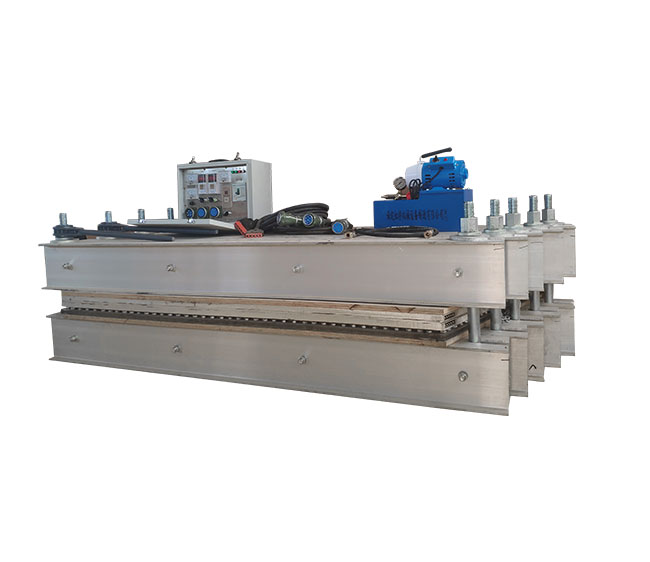
先检查平板硫化机是否完好,运行是否正常,然后安装好模具。打开电源,设定硫化时间、压力、排气等参数,设置温度并打开温控预热,达到设定温度后,多延长一段时间,确保模具温度达到指定温度,打开模具,投入定量胶料,按启动即可。硫化机在使用前需要检查液压油量,液压油高度为下机座的2/3的高度,油量不足时应及时添加, 油液注入前必须精细过滤。油液需要定期排除并进行沉淀过滤后再使用,同时清洗滤油器。操作压力不可超过额定的压力。模具尺寸不可小于柱塞的直径。模具应放置在热板中部;应根据模具的大小及硫化时间调整工作液压力。运行时立柱螺母须保持拧紧状态,并定期检查是否有松动。严禁在无模具或模具厚度小于模厚下限状态下进行合模动作,否则将造成重大的设备安全事故。
福建生产价格
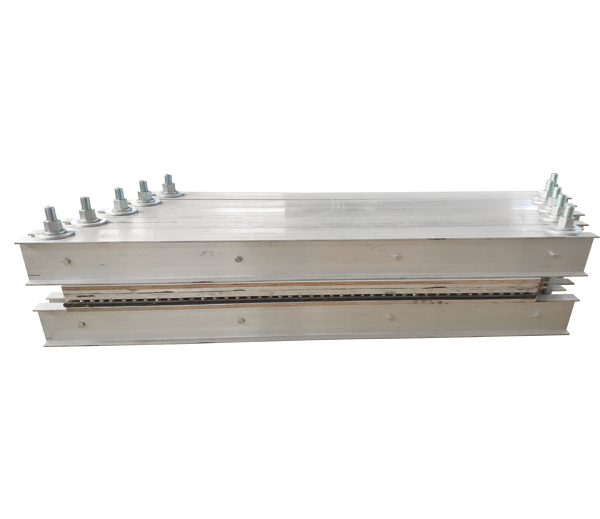
输送胶带硫化机模具的面积必须小于平板的面积,但也不能太小。模具放入平板上以后,应尽量保持在中心位置,使平板硫化机处于正载下工作,避免出现偏载。这是因为当模具放在平板中心时,由液压缸产生的压力就均匀的分布在硫化机的各对称点上,此时机架本身形成一个封闭的力系,即产生的作用力全部由平板硫化机本身所承受,并不全作用在地基上,同时各部件的变形也是对称的。如果模具放偏,就会受一偏载荷,这是硫化机本身各部件受力不均运,变形也不均匀,并会产生一附加力偶,使作用硫化机立柱变形不一致。会造成模具一边飞边增大,一边缩小,使制品产生厚度误差,同时使机台局部受力复杂,甚至超载损坏,特别是对柱塞荷密封圈的作用力增加,减少使用寿命,所以从操作上来讲是不允许的,因此在使用多模硫化时,应注意模具的厚度一致及模具的布置,以防压偏或部分模具失压。

福建生产价格
硫化机适用于各种橡胶产品的硫化,是塑料,橡胶发炮,胶木制品,和各种热固材料成型加工的必备,硫化机设备应用广泛,可应用于冶金、化工、金属矿山、发电厂、港口、码头等现场粘合输送机的运输接头。硫化机是压制各种普通较小规格橡胶模型制品和热固型,及热塑性塑料模型制品的专用设备,通过对料施以高温、并保持一定相应时间,使胶料软化的同时,快速流动充满模腔,减少或消除制品的飞边、缺肉现象,并且使制品更加致密,有利于消除坯料中的水分、易挥发物质产生的气泡,从而提高成品合格率。该款硫化机设备操作简单,对许多中小企业来说,两三台硫化机设备便可满足其产量需求。
福建生产价格
硫化机也不宜过量加入硫磺,皮带硫化机是工业上将熟橡胶半成品转变为工业成品,这个过程的机械设备,随着硅橡胶制品的快速发展,皮带硫化机在加热板,硫磺用量越大硫化速度也会越快,硫化程序也会越高,但是硫磺与橡胶中的溶解度是有限量的,也并不是硫磺使用量越大越好,过量的硫磺会由胶料表面析出,要尽量减少喷硫发生,尽量低的温度下,加适当量的硫磺。硫化机硫化热粘法在胶带安装中得到广泛应用,皮带热硫化修理技术以及施工标准,譬如有大型老客户公司在沟通时说,皮带硫化机有开胶,或是需要接头,自己有硫化机,是否可以现场帮助施工。