安徽生产硫化接头厂家
发布时间:2023-08-13 00:41:21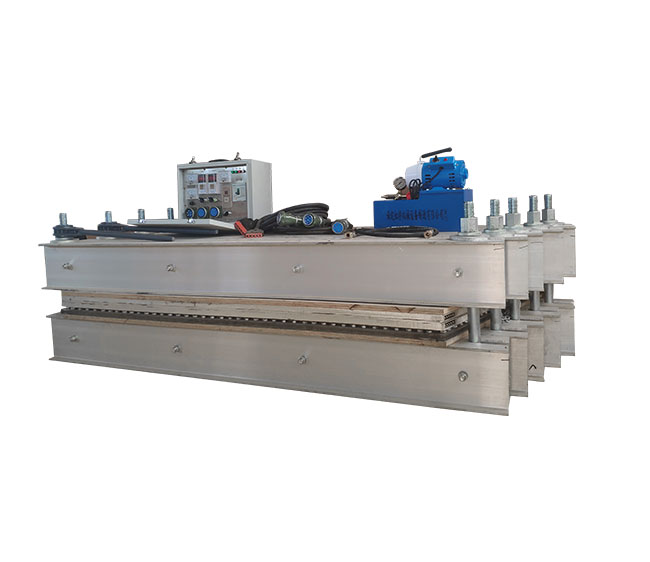
安徽生产硫化接头厂家
先检查平板硫化机是否完好,运行是否正常,然后安装好模具。打开电源,设定硫化时间、压力、排气等参数,设置温度并打开温控预热,达到设定温度后,多延长一段时间,确保模具温度达到指定温度,打开模具,投入定量胶料,按启动即可。硫化机在使用前需要检查液压油量,液压油高度为下机座的2/3的高度,油量不足时应及时添加, 油液注入前必须精细过滤。油液需要定期排除并进行沉淀过滤后再使用,同时清洗滤油器。操作压力不可超过额定的压力。模具尺寸不可小于柱塞的直径。模具应放置在热板中部;应根据模具的大小及硫化时间调整工作液压力。运行时立柱螺母须保持拧紧状态,并定期检查是否有松动。严禁在无模具或模具厚度小于模厚下限状态下进行合模动作,否则将造成重大的设备安全事故。

安徽生产硫化接头厂家
硫化机一般是由四部分组成的,胶带硫化机是如何完成胶带的硫化的交接的,那么请看硫化机的组成结构:胶带硫化机一般由四部分组成,一夹紧机构,二控制系统,三压力系统,四加热系统夹紧机构一般是由机架及螺栓组成。控制系统由电控箱以及一二次导线组成,压力系统由水压板及试压泵组成,加热系统由加热板及隔热板组成。在购买胶带硫化机时候,一般需要客户确认三个问题,一是皮带的宽度;二是皮带胶接的宽度;三是硫化机是要防爆的还是不防爆的就可以了。
安徽生产硫化接头厂家
先将压力装置放在已摆放好的下架机上面;再将下电热板放在其上。三者对齐后,在下电热板上面铺满塑料薄膜。注意:多台硫化机并列工作时,在下电热板接缝处垫以0.2x50x接缝长的薄金属板。 将已加工好和处理好,并已填好胶料的胶带接头放置在下热板上面;找准中心线后,对胶带两边用夹垫板和夹紧机构固定。在胶带接头上面。与下电热板对应的位置,铺满塑料薄膜,然后按顺序在其上放置上电热板和隔热板。注意:并列工作时,在下电热板接缝处垫以0.2x50x接缝长的薄金属板。 将上机架摆放在隔热板上,并与下机架找正、对齐。将预紧螺栓、垫圈和螺母安装在上、下机架两端长形孔内,并用扳手拧紧螺母。此时硫化机主体部分安装完毕。 将加压泵系统的快速接头与压力装置进水孔相接,将一次电源导线相应地插在电热控制箱的插座上,二次导线的一端插在电热控制箱的插座上,另一端插在电热板上;将热电阻导线的相应地插在电热控制箱的插座上,另一端插入电热板的测温孔内。这时硫化安装全部完毕,准备加压、加热的定时操作。

安徽生产硫化接头厂家
硫化机如果漏水,首先应该检查硫化机生产原料是否含有大量水分,如果没有就应该见车是否胶口完善,再试试转子、密炼室、卸料门、压锤,观查漏水位置。硫化机是很难漏水的,出现这种情况的主要原因就是了碳黑的原因,因为碳黑是会吸收空气中的水分,混炼温度100度左右会产生大量水气,硫化机排胶时累积成水会误以为是密炼机漏水。消除水气的方式是了每次混炼过程中提升加压盖数次把水气排掉,这样就是不会有水了。平板硫化机的金属资料长时间是暴露在空气中,很简单遭到腐蚀,一旦腐蚀,他的功能将遭到影响,大大下降平板硫化机的运用寿命。

安徽生产硫化接头厂家
硫化机对各种橡塑制进行硫化的机器,具有定时锁模、自动补压、自动控温、自动计时、到时报警等功能。硫化机分电加热、蒸汽加热和导热油加热三种形式。硫化机适用于硫化钢丝绳芯输送带。硫化机是为了让胶固化而用的,其实它就是一个加热设备。如果是轮胎上用的硅胶,那是氟硅混炼胶,氟硅混炼胶是不能在常温下固化的,它升温硫化。硅橡胶有室温固化的,这种是单双组份的硅橡胶。橡胶硫化工艺所需的预加热、上料后的自动排放气、保压硫化、计时报警、自动开模、制品出模等功能于一体。一般采用PLC控制,具有自动和手动操作,可以记录所需的工艺流程、远程操作和系统管理。热板表面温度均匀,温控器能准确记录温度数据,保压稳定,操作方便等特点。机量产前期调试时间较短设备,市面上设备都是以能制品质量,提供生产效率,获得显著的经济效益为前提制造的。

安徽生产硫化接头厂家
平板电脑硫化机油循环系统加热方式采用高溫高温导热油,根据导热油泵将高溫油在硫化橡胶,平板电脑硫化机模版中循环系统的方式,这类方式能够大大增加温度控制精密度和可靠性,此前许多生产厂家采用燃煤蒸汽锅炉的方式,近些年我国倡导环境保护规定,故许多硫化机厂家和硫化橡胶的终端设备顾客采用电加热高温导热油循环系统加热的加热系统软件。系统软件在涤纶,镀锌钢丝绳等纺织物芯平行面胶布,车胎硫化机,大倾斜角档有边成形粘接生产流水线,刮布机辊子,炼胶机油加热器等运用。用电动钢丝砂轮机仔细打磨布层,并将布层表面用硫化胶打磨干净,不得损伤布层,覆盖胶及边胶打磨成粗糙面。将胶接的两端带头按中心线校正准确后,两头用夹板固定。将固定好的带头,尽快用清洗剂清洗干净,然后涂刷胶浆。待晾干后,用干净手背轻触胶浆感觉不粘手为止,再涂第二遍。芯胶、堵头胶也同样涂两遍。